

Site Facilities & Equipment


Autoclaves
An Autoclave is effectively a pressurised oven allowing the curing of parts whilst under vacuum at up to 100PSI to ensure excellent consolidation of the finished part. We are able to offer Autoclave pressure and temperature conditions logging to confirm the cure schedule.
Large Clave:
Up to 100psi 230°c, 1150 dia. x L3750 x H800mm
Small Clave:
Up to 100psi 300°c, 480 dia. x L750mm x H380mm

CNC Machines
We have two CNC machines at our factory;
- Thermwood M67-5 CNC Router (X1524 x Y1524 x Z914 mm)
- Hass VF4 3+1 CNC (X1270 x Y508 x Z635 mm)
We can machine multiple materials, as well as Carbon Fibre, including Aluminium, woods adn glass fibre. Our HAAS VF4 is fitted with a Reinsure OMP40 probe that allows for accurte set-up. Find out more about our CNC maching capabilities.
 Cutting Machines
Cutting Machines
We use digitised templates or unfold complex 3D solid models where CAD is available to generate 3D flat patterns that cn be nested in our Sigmanest software allowing us to produce efficient and correct ply lay-ups that are cut cut on one of our two CNC kit cutting tables;
- KN602 Small Pre-preg Cut Table: 2650 x 2265mm
- KM700 Large Pre-preg Cut Table: 3500 x 2265mm
All Materials used are issued to the correct works orders within our MRP software, so full pre-preg batch material traceability is ensured. Raw materials are kept in a climate controlled freezer room at -18°c and all materials are correctly thawed before use and refrozen after use to ensure material life is not compromised.
 Lamination Facility
Lamination Facility
We have an 880sqft climate controlled clean room where all lamination takes place. Sales orders that have been inputted to the computerised MRP system appear on the clean room work station and visual planning in priority order. Kits are pre-cut on our CNC cutting table and materials pre-assigned and logged for traceability. Our laminators can then focus on laminating the right issue part in the right issue mould tool. Plies and vacuum bagging are cross-checked by another employee of the same or higher skill level to ensure that processes are being correctly followed.

Software
We use Solidworks as our main CAD package. We use HyperCAD for CNC machining that controls our HAAS VF4 and Thermwood CNC routers. We are able to accept a range of file formats including STEP, IGES and Parasolid. We can create 3D models from 2D files such as DWG/DXF.
We can also reverse-engineer parts into our CAD software using a range of equipment including our FARO Fusion arm. Find out more about our design & prototyping services.

Ovens
We have three different ovens of different sizes located in various areas of our factory. The ovens are used for mould preparation, low cost vacuum-only curing of parts and post curing of tools, patterns or components. Generally speaking, parts that are oven cured at 1 atmosphere pressure suffer a reduction in mechanical properties of about 15%, increased weight by up to 10% and dont have the same quality of surface finish when compared with those that are autoclave cured.
 Trim, Fitting & Bonding Facilities
Trim, Fitting & Bonding Facilities
After curing, components are 'broken out' of the mold and transferred to the trim facility where our experienced staff remove any excess material, resin flash and cut to EOP scribe lines. We can use jigs and fixtures to prepare the part for final fitting through the addition of holes and slots and we can also bond inserts, fasteners and other items to complete the assembled finished part. We have two trimming and fitting facilities that are fully equiped and have extraction ventilation systems for the health and safety of our staff.
 Paint Facility
Paint Facility
We have a 10sqm Combi Spray booth (L4.5 x W3.5 x H2.4m) that enables us to finish parts to high specification, coloured or clear coated using a wide range of techniques and equipment. We are able to meet demanding OEM levels of finish and often undertake repairs to Carbon products that involve restoring them to factory finish. Find out more about our spray painting facilities.
 Inspection Facility
Inspection Facility
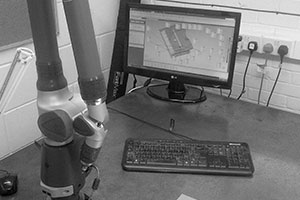
We have a full set of calibrated measuring equipment including a FARO FUSION Inspection arm with powerful CAM 2.0 software that allows us confirm manufacturing tolerances of parts, molds or patterns conform to 3D CAD models or 2D drawings. We are able to provide full 100% inspection reports and certificates-of-conformance can be produced for each part or samples from batches if required. Find out more about our quality & inspection
Our Equipment List
- KM602 (2650 x 2265mm) CNC pre-preg kit cutting table
- KM700 (3500 x 2265mm) CNC pre-preg kit cutting table
- 880sq/ft climate-controlled laminating clean room
- Large Autoclave: 100psi 230'c capability (1150mm D x 3750mm L x 800mm H)
- Small Autoclave: 100psi 300'c capability (480mm D x 750mm L x 380mm H)
- Three Ovens, largest (920mm W x 1820mm L x 1130mm H)
- 15 x 8ft ground steel surface measuring plate
- Two 8 x 5ft surface tables
- Thermwood M67-5 5-Axis CNC Router (X1524 x Y1524 x Z609 mm)
- HAAS VF4 CNC (X1270 x Y508 x Z635 mm) fitted with HRT310 4th axis and 910mm x 340mm T-slot bed
- Fully equipped composite trim shop with downdraft extraction benches
- Vapour blaster 1315
- Faro Fusion inspection arm with CAM 2.0 software
- Upbox 3D printer (W255 x D205 x H205mm)
- Combi Spray booth (L4.5 x W3.5 x H2.4m)
- 2-Post car lift